نمایندگی زیمنس: مثال های کاربردی (ماشین برش کاری) - قسمت ششم
در این قسمت از آموزش های نمایندگی زیمنس با نحوه طراحی مثال کاربردی ماشین برش کاری آشنا خواهید شد و به صورت گام به گام آن را پیاده سازی خواهیم کرد.
استفاده از پی ال سی LOGO زیمنس به عنوان کنترل ابزار برش
می توان از پی ال سی LOGO زیمنس برای آهن های گداخته شده در یک کوزه القایی استفاده کرد
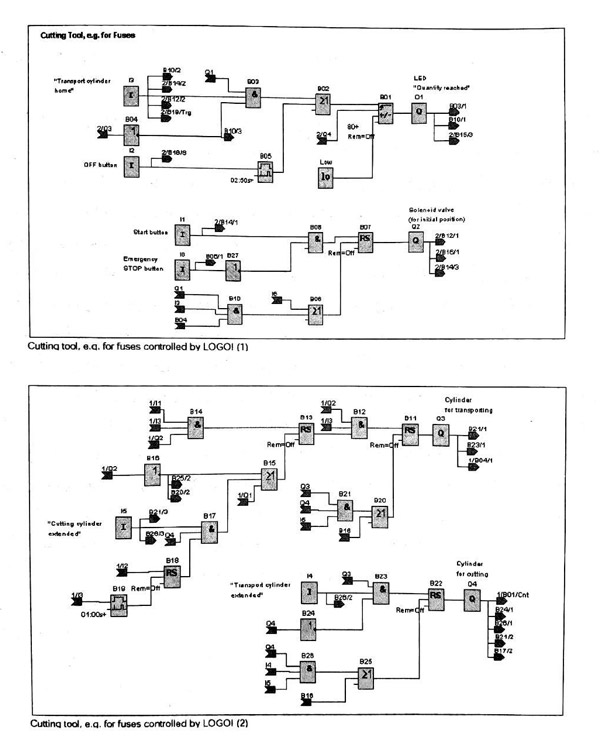
لوگو به عنوان کنترل ابزار برش، برای آهن های گداخته شده در یک کوزه القایی به کار می رود. قطعات باید هر چه سریعتر در یک فاصله اطمینان 5 متری بریده شوند. بدین منظور آهن گداخته باید به فاصله معینی برای اعمال برش منتقل شود. وقتی قطعات به تعداد از پیش تنظیم شده بریده شدند، فرآیند به صورت اتوماتیک متوقف می شود.
آهن گداخته به کمک یک سیلندر هیدرولیک از محل دور شده و بریده می شود. یک شیر برقی مربوط به مسیر هیدرولیک به Q2 متصل است و اطمینان می دهد که سیلندرها به محل اول باز می گردند.
دستگاه از طریق پوشباتون متصل به I1 شروع به کار می نماید. با این کار شیر برقی متصل به Q2 فعال شده سیلندرها به نقطه اولیه باز می گردند. سیگنال فیدبک که "سیلندرها به محل اولشان باز گشته اند" به کمک سنسور القایی متصل به I3 گزارش میشود. پس از این مرحله سیلندرهای انتقال متصل به Q3 فعال می شوند. سیلندرها به طرف بیرون حرکت کرده طول آهن گداخته را با خود افزایش می دهند. طول بر حسب مسافت پیشروی سیلندر تعیین می شود وقتی که به نقطه پایانی رسید سنسور القایی "سیلندر انتقال باز شده است" متصل به I4 فعال می شود، در این زمان سیلندر فرآیند برش متصل به Q4 فعال شده با حرکت به بیرون آهن گداخته را قطع می کند. وقتی که به نقطه پایانی رسید لامپ سیگنال فیدبک از طریق سنسور القایی "سیلندر برش باز است" متصل به I5 فعال می شود، این عمل باعث می شود Q3 و Q4 ریست شده و مرحله دوباره آغاز شود.
از شمارنده داخلی لوگو می توان برای شمارش هر مرحله از برش استفاده کرد و برای هر برش شمارنده یک واحد افزایش می یابد وقتی که به تعداد پیش تنظیم 80 رسید سیکل دیگر آغاز نمی شود و اتمام کار به کمک لامپ سیگنال LED متصل به Q1 نشان داده می شود. برای دوباره آغاز کردن سیکل برش و ریست کردن شمارنده باید پوشباتون OFF متصل به I2 به مدت بیش از دو و نیم ثانیه فشار داده شود. اگر پوشباتون OFF و یا پوشباتون امر جنسی استوپ متصل به I6 فشار داده شود مرحله متوقف شده و سیلندرها در جای اولیه می ایستند شمارنده آخرین شمارش خود را حفظ می کند و شیر برقی متصل به Q2 قطع می شود.
تجهیزات مورد نیاز:
LOGO 24R
I1: پوشباتون استارت (کنتاکت NO) Q1: LED اتمام کار برش
I2: پوشباتون OFF (کنتاکت NO) Q2: شیربرقی (برای استقرار سیلندر در وضعیت اولیه)
I3: سنسور القایی"سیلندر در وضعیت اولیه است" (کنتاکت NC) Q3: شیر برقی سیلندر انتقال
I4: سنسور القایی"سیلندر انتقال باز شده است" (کنتاکت NC) Q4: شیر برقی سیلندر برش
I5: سنسور القایی"سیلندر برش باز شده است" (کنتاکت NO)
I6: فلو پوشباتون امر جنسی استوپ (توقف اضطراری) (کنتاکت NO)